Project Description
Project Background
The customer is a renowned pharmaceutical company based in Pune, India, and is one of the world’s largest producers of vaccines. The customer initiated an expansion of its manufacturing facility that resulted in an additional water requirement for the plant’s needs.
The readily accessible water source is the river, heavily polluted with city sewage and industrial waste, with very high organics. A key challenge for this project was that the BOD of the feed water could be as high as 50 mg/L. Another challenge was that the plant had limited space for construction of a new system to accommodate the extra flow.
The customer evaluated two options: a membrane bioreactor (MBR) solution and conventional physical/chemical treatment, followed by media filters or ultrafiltration. Due to the space constraints the membrane bioreactor solution was chosen due to its capability of minimizing unit operations while still producing high quality, ultrafiltration-grade water for the client’s uses. MBR systems are robust and can handle organic fluctuations easily. As membranes are used as a physical barrier for solid liquid separation, these systems promise consistent high effluent quality in term of TSS and organic removal, and also require less chemical for disinfection. MBR systems take approximately one fourth the space of a conventional activated sludge system.
The customer then reviewed several MBR options and selected QUA’s EnviQ® submerged MBR technology due to their positive experience working with QUA in the past. QUA had previously installed its Q-SEP® ultrafiltration system in the plant to treat process water, and the UF system has been successfully operating for several years.
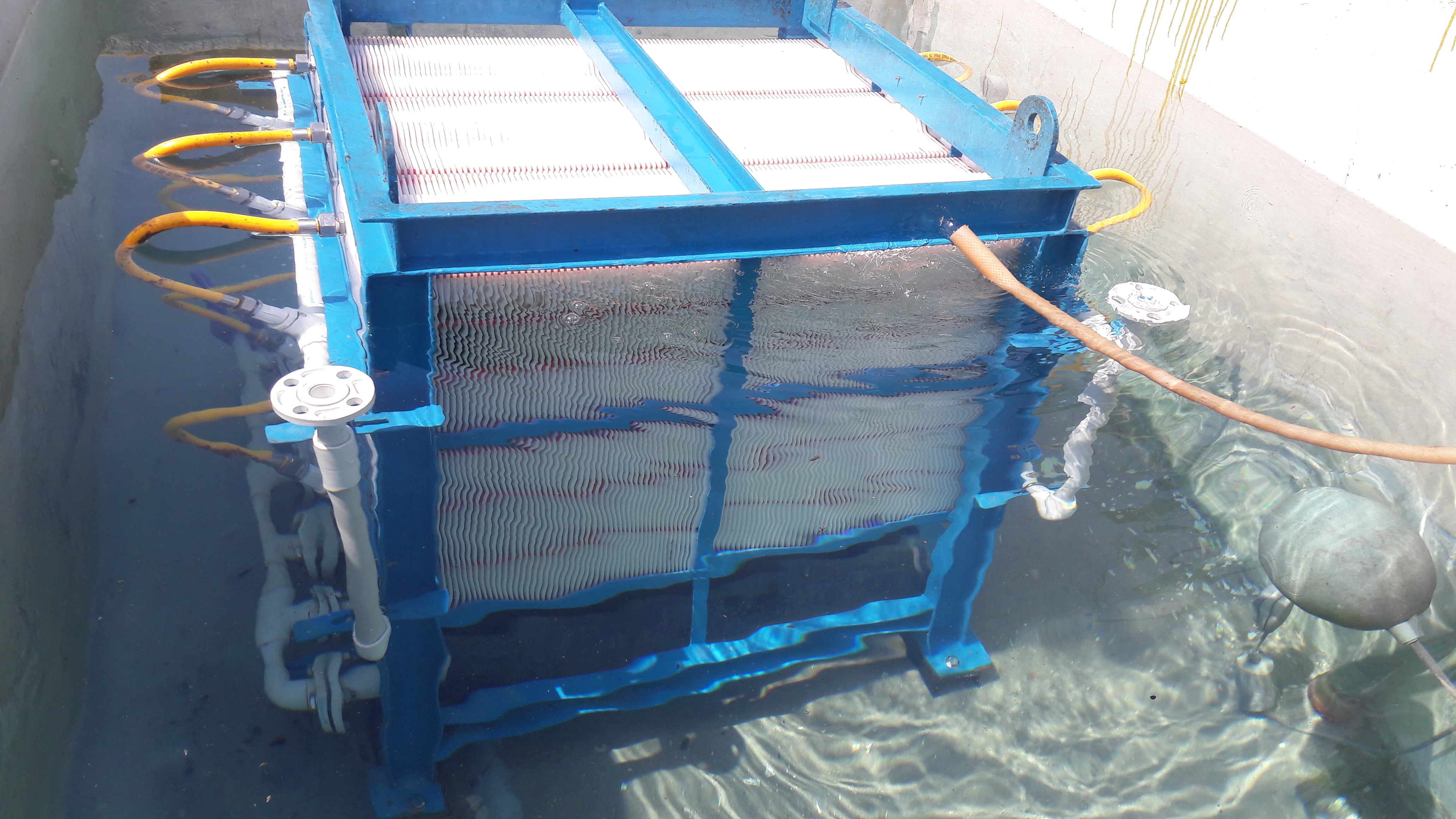
EnviQ® flat sheet submerged ultrafiltration membranes have been specially developed to improve the ease of operation and maintenance of MBR facilities. EnviQ® is based on a unique patented technology that offers ultrafiltration quality product water with a stronger and more rugged PVDF flat sheet membrane. The unique features in EnviQ® consist of reverse diffusion and specially designed air diffusers, which maximize scrubbing efficiency, lower pressure, and reduce cleaning.
EnviQ membranes, with a pore size of 0.04μ, are less prone to clogging, easy to operate and do not require any forced back wash. Membrane chemical cleaning can be done in situ. Due to their lack of an external frame, the membrane cartridges are able to withstand harsh conditions while minimizing biofouling, which is very important due to the high BOD nature of the feed water at this facility.
Model: EnviQ® E32C
Capacity: 2 x 2 MLD (2 x 83.3 m3/hr or 2 x 367 gpm)
Number of Modules: 24 (12 Per Stream)
Facility: Pharmaceutical Manufacturing Plant
Influent: Water With High Organics
Product Turbidity: < 0.2 NTU
Product BOD: < 2 mg/L
Product COD: < 5 mg/L
QUA Solution
QUA’s EnviQ® submerged MBR technology was used to treat the plants feed water, with high organics, for a process water application. The solution designed consisted of 12 EnviQ® 32C units in two streams, with a total of 24 units installed. The system treats 4 million liters per day (MLD) for use in the pharmaceutical plant’s operation.
QUA was available throughout the system design and engineering process, as well as the commissioning phase of the project to ensure the solution was successful for the client. This water treatment solution is important to the customer’s long-term expansion and production goals, and EnviQ® successfully delivered a reliable solution for the plant’s needs.
The EnviQ plant was commissioned in 2016, and has been performing well since then. The product turbidity has consistently been less than 1 in both the streams.



{kind=link}
{kind=link}
{kind=link}