Descripción del Proyecto
Resumen del proyecto
Las instalaciones del cliente en Chennai generaban alrededor de 50KLD de aguas residuales diariamente. Las aguas residuales estaban siendo tratadas en un sistema de aguas residuales de proceso de lodos activados (ASP) convencional. El sistema ASP tenía más de una década y estaba bastante desgastado. Estaba llegando a sus límites con fallas frecuentes y fallando continuamente en entregar la calidad de salida deseada.
Mientras tanto, el cliente había agregado más mano de obra y estaba explorando una nueva planta de tratamiento de aguas residuales con una mayor capacidad de 60 KLD. Su requisito era un sistema que tratara eficazmente las aguas residuales y produjera agua de alta calidad que pudiera reutilizarse en su proceso, que pudiera cumplir con las normas de la Junta de Control de la Contaminación (PCB) y también reducir su consumo de agua sin tratar. El cliente evaluó y finalmente eligió una solución de biorreactor de membrana (MBR), debido a su capacidad de minimizar las operaciones de la unidad y al mismo tiempo producir agua de alta calidad con grado de ultrafiltración para su uso.
Con el tiempo, han surgido nuevas tecnologías para tratar y reciclar el agua, que son ecológicas y sostenibles, con un requisito de espacio mínimo y un uso mínimo de productos químicos. El biorreactor de membrana (MBR) es una de esas tecnologías basadas en membranas para el tratamiento de aguas residuales que es muy superior en términos de calidad del agua del producto y control del proceso. Mientras que ASP tiene un clarificador secundario seguido de filtros de medios y luego membranas de ultrafiltración, MBR elimina por completo el proceso de tratamiento secundario y terciario. El agua tratada después de MBR es muy superior a la que se obtiene después de los lodos activados convencionales, y se puede usar directamente para reciclar.
Al ser MBR una membrana robusta, las condiciones limitantes de alimentación pueden ser flexibles y más allá de los límites de un proceso de lodos activados convencional. A medida que las unidades de operaciones se reducen en MBR, el consumo de energía y productos químicos también se reduce considerablemente en comparación con los sistemas convencionales. Por lo tanto, la tecnología MBR es más confiable en comparación con todos los demás procesos de tratamiento de aguas residuales existentes y, en los tiempos actuales de escasez de agua, puede desempeñar un papel fundamental en el reciclaje del agua y el ahorro en el consumo de agua dulce.
Capacidad: 3.0 m3 / hr
Número de módulos: 1
Instalación Planta de fabricación de accesorios para automóviles
Turbidez del producto: <1 NTU
Solución cuádruple
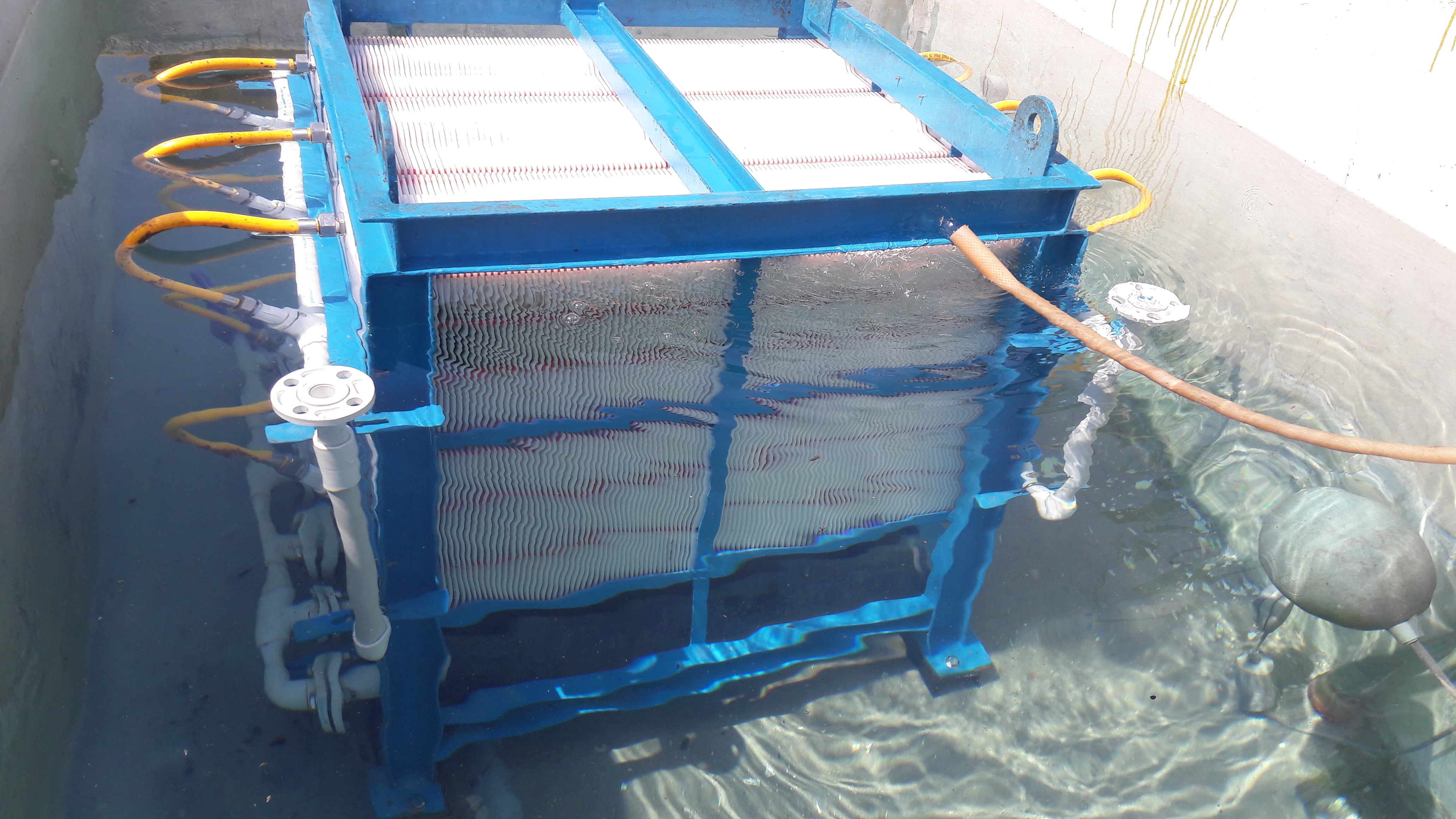
Después de revisar varias opciones de membranas, el cliente finalmente seleccionó las membranas MBR sumergidas EnviQ® de QUA. Se prefirió EnviQ® debido a su exclusivo proceso patentado de fabricación, que proporciona membranas de láminas planas resistentes con un tamaño de poro de 0.04 micras, lo que da como resultado agua de calidad de ultrafiltración de alto grado. Debido al diseño sin marco, los cartuchos de membrana pueden soportar una alta carga orgánica y minimizar la bioincrustación.
QUA es el líder en tecnologías de membranas avanzadas que brinda soluciones para los requisitos de purificación de agua más exigentes. QUA fabrica productos de membrana de la más alta calidad para plantas de tratamiento de agua en todo el mundo. Con sede en EE. UU. y oficinas ubicadas en todo el mundo, QUA tiene el personal y la capacidad logística para ofrecer un servicio y soporte completos a nuestros clientes y socios a través de pruebas piloto, servicio de campo y capacitación.




{kind=link}
{kind=link}
{kind=link}