Home
Progetto di sfondo
Il cliente è una rinomata azienda farmaceutica con sede a Pune, in India, ed è uno dei maggiori produttori al mondo di vaccini. Il cliente ha avviato un ampliamento del suo impianto di produzione che ha comportato un fabbisogno idrico aggiuntivo per le esigenze dell'impianto.
La fonte d'acqua facilmente accessibile è il fiume, fortemente inquinato da fognature urbane e rifiuti industriali, con sostanze organiche molto alte. Una sfida chiave per questo progetto era che il BOD dell'acqua di alimentazione poteva arrivare a 50 mg / L. Un'altra sfida era che l'impianto aveva uno spazio limitato per la costruzione di un nuovo sistema per accogliere il flusso extra.
Il cliente ha valutato due opzioni: una soluzione di bioreattore a membrana (MBR) e un trattamento fisico / chimico convenzionale, seguito da filtri per fluidi o ultrafiltrazione. A causa dei vincoli di spazio, la soluzione di bioreattore a membrana è stata scelta per la sua capacità di ridurre al minimo le operazioni dell'unità, pur producendo acqua di alta qualità e grado di ultrafiltrazione per gli usi del cliente. I sistemi MBR sono robusti e possono gestire facilmente le fluttuazioni organiche. Dato che le membrane sono utilizzate come barriera fisica per la separazione di liquidi solidi, questi sistemi promettono una qualità elevata e costante degli effluenti in termini di TSS e rimozione organica e richiedono anche meno sostanze chimiche per la disinfezione. I sistemi MBR occupano circa un quarto dello spazio di un sistema di fanghi attivi convenzionali.
Il cliente ha quindi esaminato diverse opzioni di MBR e selezionato la tecnologia MBR sommersa EnviQ® di QUA a causa della sua esperienza positiva con il QUA in passato. QUA aveva precedentemente installato il suo sistema di ultrafiltrazione Q-SEP® nell'impianto per il trattamento dell'acqua di processo e il sistema UF ha funzionato con successo per diversi anni.
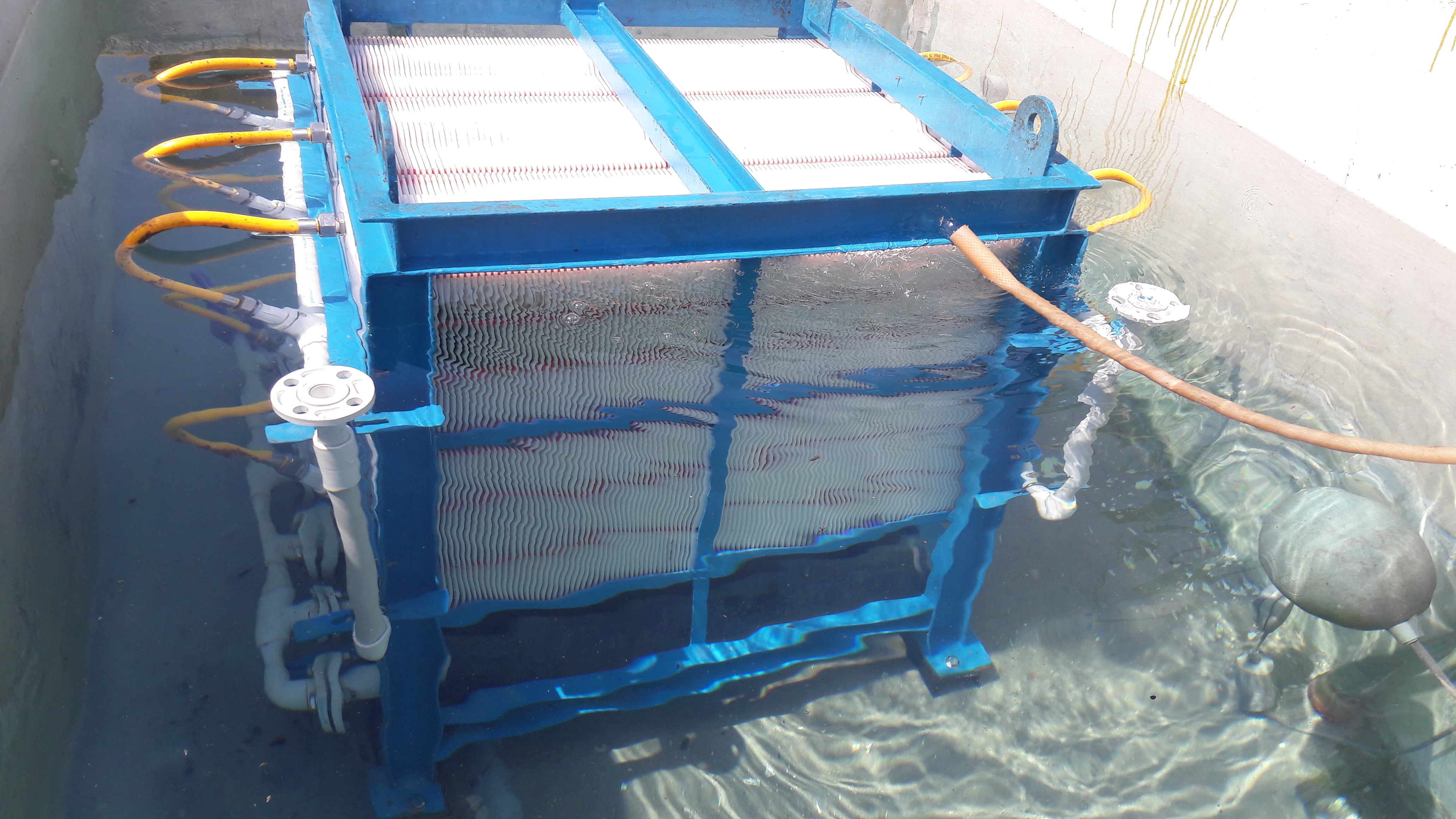
Le membrane per ultrafiltrazione sommerse a foglio piano EnviQ® sono state appositamente sviluppate per migliorare la facilità di funzionamento e manutenzione delle strutture MBR. EnviQ® si basa su un'esclusiva tecnologia brevettata che offre acqua di prodotti di qualità di ultrafiltrazione con una membrana in lamiera piana PVDF più forte e robusta. Le caratteristiche uniche di EnviQ® sono la diffusione inversa e i diffusori d'aria appositamente progettati, che massimizzano l'efficienza di lavaggio, abbassano la pressione e riducono la pulizia.
Le membrane EnviQ, con una dimensione dei pori di 0.04 μ, sono meno soggette a intasamenti, facili da usare e non richiedono alcun lavaggio forzato della schiena. La pulizia chimica della membrana può essere effettuata in situ. A causa della mancanza di un telaio esterno, le cartucce a membrana sono in grado di resistere a condizioni difficili minimizzando il biofouling, il che è molto importante a causa dell'alta natura BOD dell'acqua di alimentazione in questa struttura.
Modello: EnviQ® E32C
Capacità: 2 x 2 MLD (2 x 83.3 m3 / h o 2 x 367 gpm)
Numero di moduli: 24 (12 per flusso)
Servizio, struttura: Stabilimento di produzione farmaceutica
Influente: Acqua con High Organics
Torbidità del prodotto: <0.2 NTU
BOD del prodotto: <2 mg / L
Prodotto COD: <5 mg / L
Soluzione QUA
La tecnologia MBR sommersa EnviQ® di QUA è stata utilizzata per trattare l'acqua di alimentazione delle piante, con sostanze organiche elevate, per un'applicazione di acqua di processo. La soluzione progettata consisteva in 12 unità EnviQ® 32C in due flussi, per un totale di 24 unità installate. Il sistema tratta 4 milioni di litri al giorno (MLD) per l'uso nel funzionamento dell'impianto farmaceutico.
Il QUA era disponibile in tutto il processo di progettazione e ingegneria del sistema, nonché nella fase di messa in servizio del progetto per garantire il successo della soluzione per il cliente. Questa soluzione di trattamento dell'acqua è importante per gli obiettivi di espansione e produzione a lungo termine del cliente ed EnviQ® ha fornito con successo una soluzione affidabile per le esigenze dell'impianto.
L'impianto EnviQ è stato commissionato nel 2016 e da allora ha funzionato bene. La torbidità del prodotto è stata costantemente inferiore a 1 in entrambi i flussi.



{kind=link}
{kind=link}
{kind=link}