Descrição do projeto
projeto de fundo
O cliente é uma renomada empresa farmacêutica com sede em Pune, na Índia, e é um dos maiores produtores mundiais de vacinas. O cliente iniciou uma expansão de suas instalações de fabricação que resultou em um requisito adicional de água para as necessidades da planta.
A fonte de água facilmente acessível é o rio, altamente poluído com esgoto da cidade e resíduos industriais, com orgânicos muito elevados. Um dos principais desafios deste projeto foi que o DBO da água de alimentação pudesse atingir 50 mg / L. Outro desafio foi que a planta tinha espaço limitado para a construção de um novo sistema para acomodar o fluxo extra.
O cliente avaliou duas opções: uma solução de biorreator de membrana (MBR) e tratamento físico / químico convencional, seguido de filtros de mídia ou ultrafiltração. Devido às restrições de espaço, a solução de biorreator de membrana foi escolhida devido à sua capacidade de minimizar as operações da unidade enquanto ainda produz água de alta qualidade e grau de ultrafiltração para uso do cliente. Os sistemas MBR são robustos e podem lidar facilmente com flutuações orgânicas. Como as membranas são usadas como uma barreira física para a separação de líquidos sólidos, esses sistemas prometem alta qualidade consistente de efluente em termos de TSS e remoção orgânica, além de exigir menos produtos químicos para desinfecção. Os sistemas MBR ocupam aproximadamente um quarto do espaço de um sistema convencional de lodo ativado.
O cliente analisou várias opções de MBR e selecionou a tecnologia de MBR submersa EnviQ® da QUA devido à sua experiência positiva de trabalhar com a QUA no passado. A QUA já havia instalado seu sistema de ultrafiltração Q-SEP® na planta para tratar a água do processo, e o sistema UF opera com sucesso há vários anos.
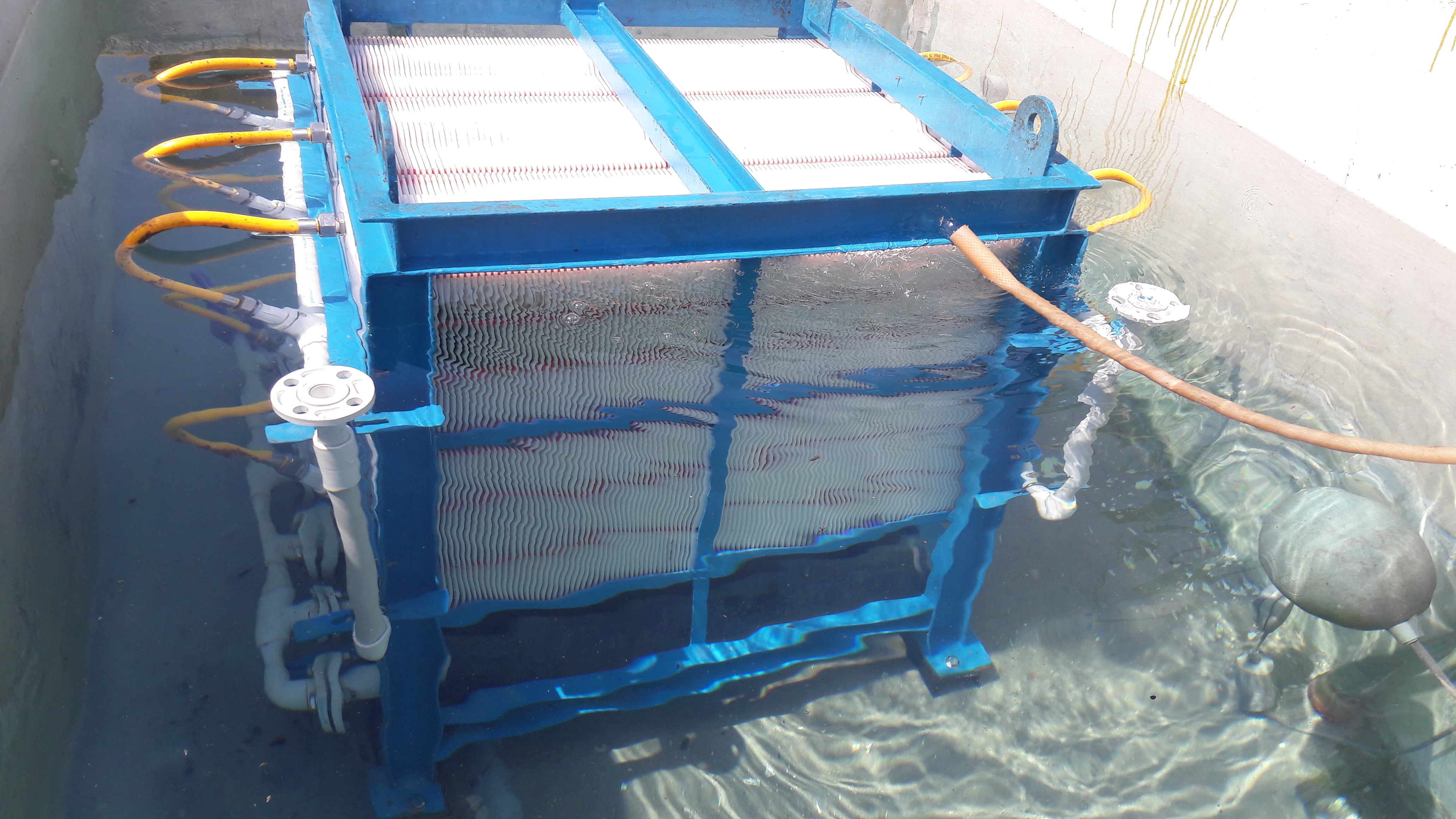
As membranas de ultrafiltração submersa de chapa plana EnviQ® foram especialmente desenvolvidas para melhorar a facilidade de operação e manutenção das instalações da MBR. O EnviQ® é baseado em uma tecnologia patenteada exclusiva que oferece água para produtos com qualidade de ultrafiltração com uma membrana de chapa plana de PVDF mais forte e robusta. Os recursos exclusivos do EnviQ® consistem em difusão reversa e difusores de ar especialmente projetados, que maximizam a eficiência da lavagem, diminuem a pressão e reduzem a limpeza.
As membranas EnviQ, com um tamanho de poro de 0.04 μ, são menos propensas a entupimentos, fáceis de operar e não requerem nenhuma lavagem forçada nas costas. A limpeza química da membrana pode ser feita in situ. Devido à falta de uma estrutura externa, os cartuchos de membrana são capazes de resistir a condições adversas e minimizar a bioincrustação, o que é muito importante devido à alta natureza de DBO da água de alimentação nessa instalação.
Modelo: EnviQ® E32C
Capacidade: 2 x 2 MLD (2 x 83.3 m3 / hr ou 2 x 367 gpm)
Número de módulos: 24 (12 por fluxo)
Instalação: Planta de fabricação farmacêutica
Influente: Água Com Órgicos Elevados
Turbidez do produto: <0.2 NTU
Produto DBO: <2 mg / L
Produto COD: <5 mg / L
Solução QUA
A tecnologia MBR submersa EnviQ® da QUA foi usada para tratar a água de alimentação das plantas, com alto teor de orgânicos, para uma aplicação de água de processo. A solução projetada consistiu em 12 unidades EnviQ® 32C em dois fluxos, com um total de 24 unidades instaladas. O sistema trata 4 milhões de litros por dia (MLD) para uso na operação da planta farmacêutica.
O QUA estava disponível durante todo o processo de design e engenharia do sistema, bem como na fase de comissionamento do projeto para garantir que a solução fosse bem-sucedida para o cliente. Esta solução de tratamento de água é importante para os objetivos de expansão e produção de longo prazo do cliente, e a EnviQ® forneceu com sucesso uma solução confiável para as necessidades da planta.
A fábrica da EnviQ foi comissionada em 2016 e tem um bom desempenho desde então. A turbidez do produto tem sido consistentemente menor que 1 em ambos os fluxos.



{kind=link}
{kind=link}
{kind=link}