项目介绍
项目背景
该客户是一家位于印度浦那的著名制药公司,并且是全球最大的疫苗生产商之一。 客户开始扩大其生产设施,导致工厂需要额外的水。
容易获得的水源是河流,被城市污水和工业废物严重污染,有机物含量很高。 该项目面临的主要挑战是给水的BOD可能高达50 mg / L。 另一个挑战是工厂的空间有限,无法建造新系统以容纳额外的流量。
客户评估了两种选择:膜生物反应器(MBR)解决方案和常规物理/化学处理,然后进行介质过滤或超滤。 由于空间的限制,选择膜生物反应器解决方案的原因是它能够最大限度地减少单元操作,同时仍能为客户的使用提供高质量的超滤级水。 MBR系统功能强大,可以轻松应对有机波动。 由于膜被用作固液分离的物理屏障,因此这些系统在TSS和有机物去除方面保证了始终如一的高废水质量,并且还需要较少的化学物质进行消毒。 MBR系统约占传统活性污泥系统空间的四分之一。
然后,客户回顾了几种MBR选项,并选择了QUA的EnviQ®淹没式MBR技术,这是由于他们过去与QUA合作的积极经验。 QUA先前已经在工厂中安装了Q-SEP®超滤系统来处理工艺用水,而UF系统已经成功运行了几年。
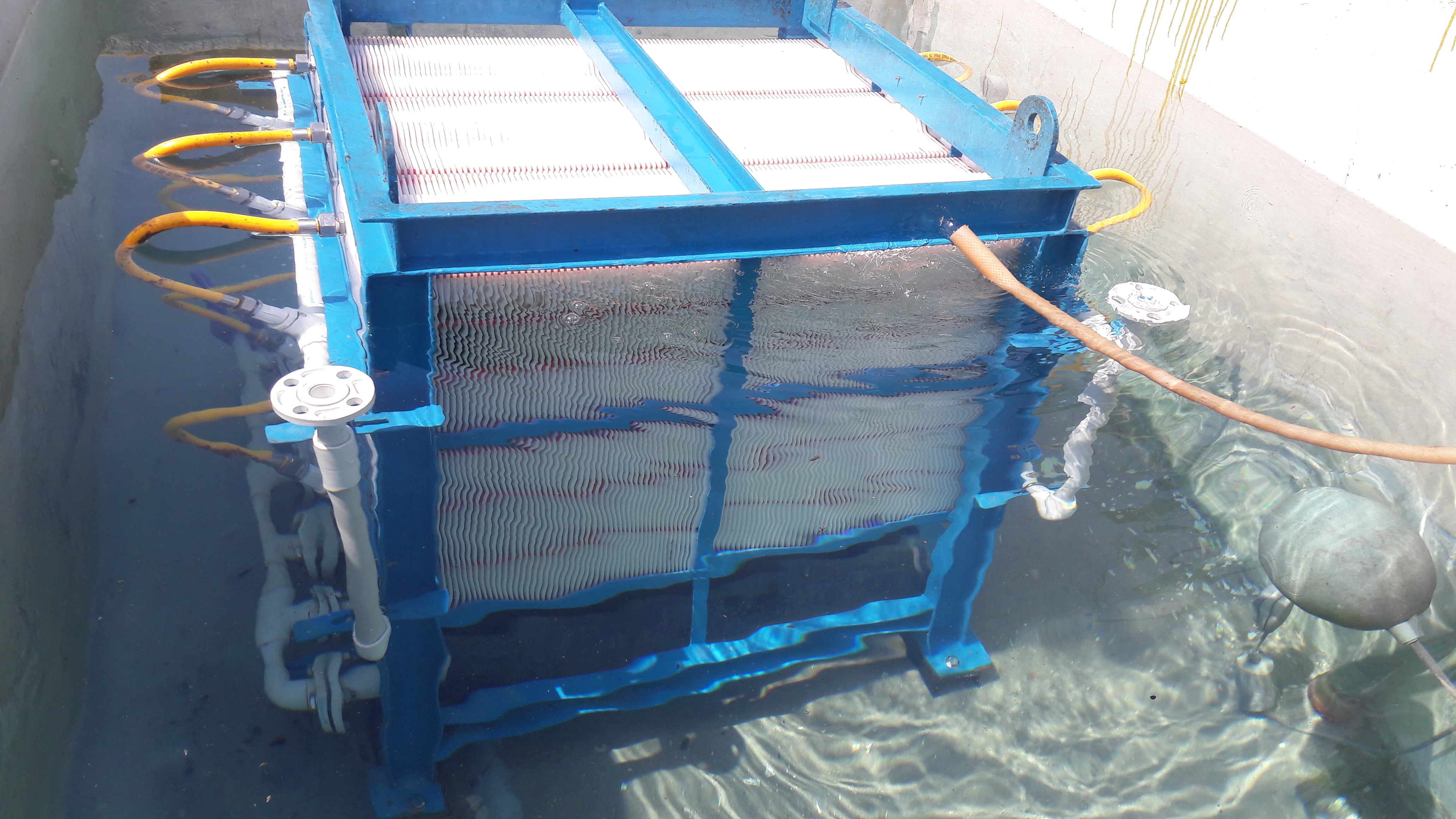
EnviQ®平板浸没式超滤膜是专门为提高MBR设施的操作和维护便利性而开发的。 EnviQ®基于一项独特的专利技术,可提供具有超强品质的PVDF平板膜的超滤品质水。 EnviQ®的独特功能包括反向扩散和专门设计的空气扩散器,它们可最大化洗涤效率,降低压力并减少清洁。
EnviQ膜的孔径为0.04μ,不易堵塞,易于操作,不需要任何强制反洗。 膜化学清洗可以就地完成。 由于缺少外部框架,膜盒可以承受恶劣的条件,同时最大程度地减少生物污染,这是非常重要的,因为该设备的给水具有高BOD性质。
型号: EnviQ®E32C
生产能力: 2 x 2 MLD(2 x 83.3 m3 / hr或2 x 367 gpm)
模块数量: 24(每个流12)
设施: 制药厂
进水: 与高有机物的水
产品浊度: <0.2 NTU
产品BOD: <2毫克/升
产品COD: <5毫克/升
QUA解决方案
QUA的EnviQ®淹没式MBR技术用于处理植物用水,其中有机物含量高,可用于工艺用水。 设计的解决方案包括12个EnviQ®32C单元,分为两个流,总共安装了24个单元。 该系统每天处理4万公升(MLD),用于制药厂的运营。
QUA在整个系统设计和工程过程以及项目的调试阶段都可用,以确保为客户成功解决方案。 该水处理解决方案对于客户的长期扩展和生产目标非常重要,EnviQ®成功地提供了满足工厂需求的可靠解决方案。
EnviQ工厂于2016年投产,此后一直表现良好。 在两个流中,产品的浊度始终小于1。



{kind=link}
{kind=link}
{kind=link}