Description du projet
Résumé du projet
Les installations du client à Chennai produisaient environ 50KLD d'eaux usées quotidiennement. Les eaux usées étaient traitées dans un système d'eaux usées à procédé de boues activées (ASP). Le système ASP avait plus de dix ans et était assez usé. Il atteignait ses limites avec des pannes fréquentes, et ne parvenait pas à fournir la qualité de sortie souhaitée.
Entre-temps, le client avait ajouté plus de main-d'œuvre et explorait une toute nouvelle usine de traitement des eaux usées d'une capacité accrue de 60 KLD. Ils avaient besoin d'un système qui traiterait efficacement les eaux usées et produirait de l'eau de haute qualité qui pourrait être réutilisée dans leur processus, être en mesure de respecter les normes de la Commission de contrôle de la pollution et réduire leur consommation d'eau brute. Le client a évalué et finalement choisi une solution de bioréacteur à membrane (MBR), en raison de sa capacité à minimiser les opérations unitaires tout en continuant à produire de l'eau de qualité ultrafiltra-tion de haute qualité pour leur utilisation.
De nouvelles technologies ont émergé au fil du temps pour traiter et recycler l'eau, qui sont respectueuses de l'environnement et durables, avec un minimum d'espace et une utilisation chimique minimale. Membrane Bio Reactor (MBR) est l'une de ces technologies à base de membrane pour le traitement des eaux usées qui est de loin supérieure en termes de qualité de l'eau du produit et de contrôle du processus. Alors que l'ASP dispose d'un clarificateur secondaire suivi de filtres média et de membranes d'ultrafiltration, le MBR élimine complètement le processus de traitement secondaire et tertiaire. L'eau traitée après MBR est bien supérieure à celle obtenue après boues activées conventionnelles, et peut être directement utilisée pour le recyclage.
Le MBR étant une membrane robuste, les conditions de limitation d'alimentation peuvent être flexibles et au-delà des limites d'un procédé de boues activées classique. Comme les unités d'exploitation sont réduites dans MBR, la consommation d'énergie et de produits chimiques diminue considérablement par rapport aux systèmes conventionnels. La technologie MBR est donc la plus fiable par rapport à tous les autres procédés de traitement des eaux usées existants et, en ces temps de pénurie d'eau, peut jouer un rôle essentiel dans le recyclage de l'eau et la consommation d'eau douce.
Capacité : 3.0 m3 / h
Nombre de modules: 1
Établissement: Usine de fabrication auxiliaire automatique
Turbidité du produit: <1 NTU
Solution QUA
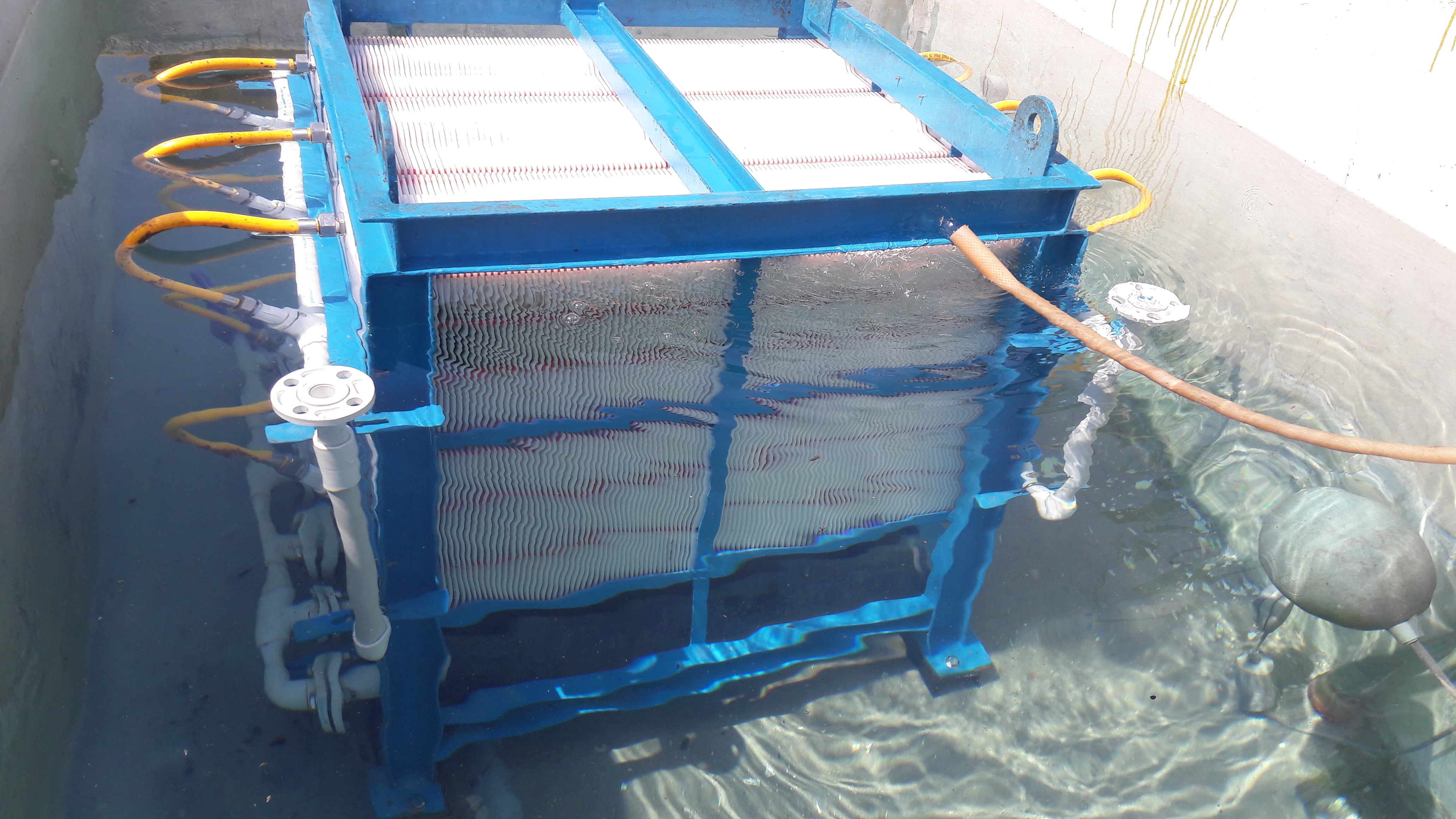
Après avoir examiné plusieurs options de membrane, le client a finalement sélectionné les membranes MBR submergées EnviQ® de QUA. L'EnviQ® a été préféré en raison de son processus de fabrication breveté unique, qui fournit des membranes en feuille plate robustes avec une taille de pores de 0.04 micron, résultant en une eau de qualité d'ultrafiltration de haute qualité. Grâce à leur conception sans cadre, les cartouches à membrane supportent une charge organique élevée tout en minimisant l'encrassement biologique.
QUA est le leader des technologies membranaires avancées offrant des solutions pour les exigences de purification d'eau les plus exigeantes. QUA fabrique des produits de membrane de la plus haute qualité pour les usines de traitement de l'eau partout dans le monde. QUA, dont le siège social est situé aux États-Unis et dont les bureaux sont situés dans le monde entier, dispose du personnel et de la logistique nécessaires pour offrir un service complet et un soutien complet à nos clients et partenaires.




{kind=link}
{kind=link}
{kind=link}