The client is a renowned pharmaceutical company that is one of the world’s largest vaccine producers, and is based in Pune, India.
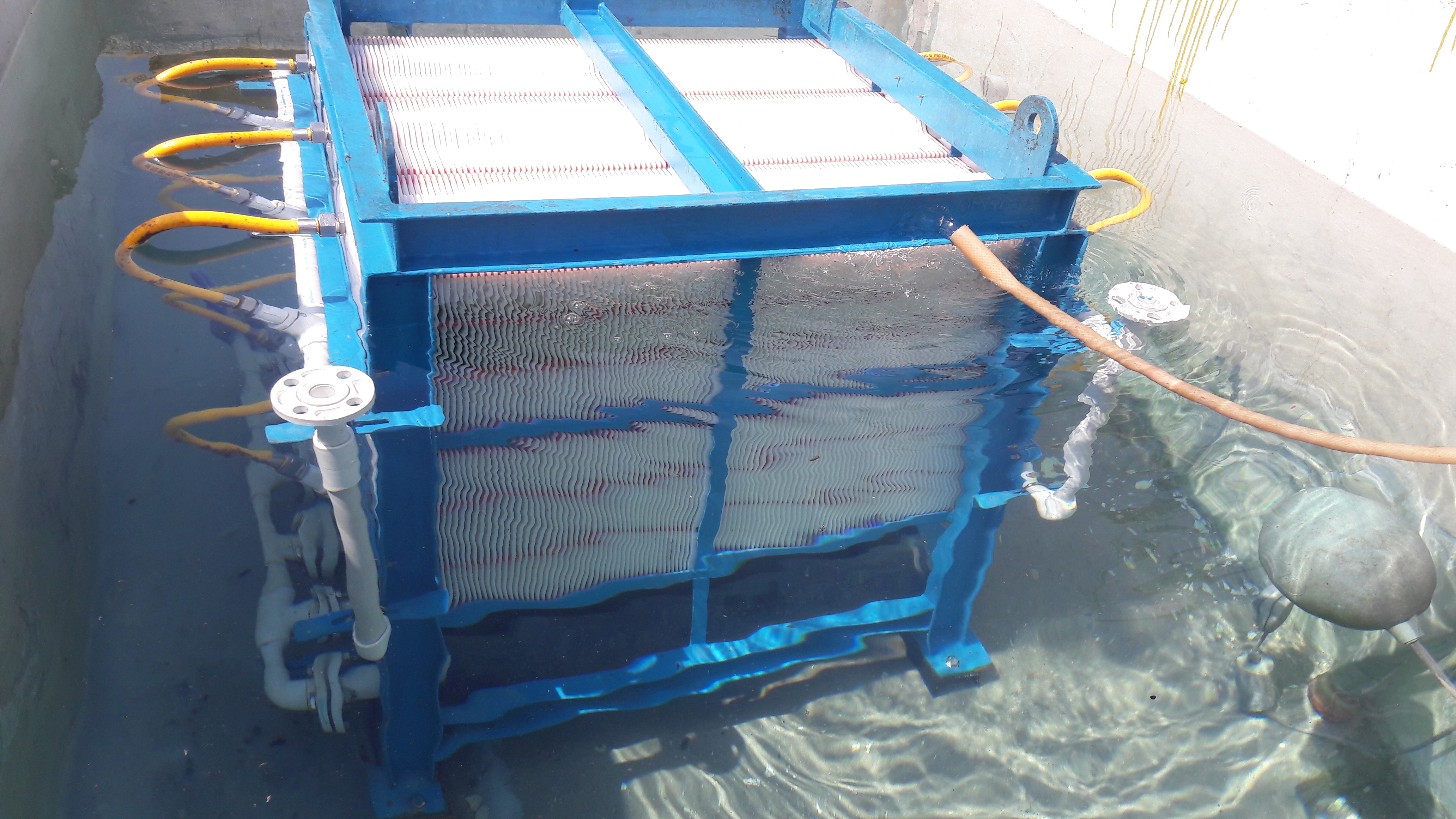
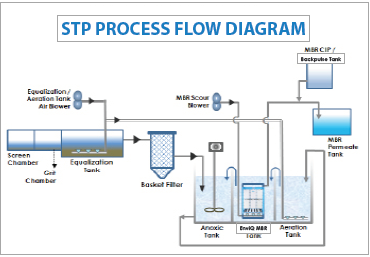
The client had a requirement for a sewage treatment plant for their new pharmaceutical manufacturing facility, and decided to use a membrane bioreactor (MBR) based solution over the conventional physical/chemical treatment, followed by media filters or ultrafiltration.
The client had space limitations, and MBR was preferred due to its capability of minimizing unit operations while still producing high quality, ultrafiltration-grade water for the client’s use. MBR systems take less space approximately one fourth of conventional activated sludge system.
The client had previously also chosen an MBR solution for a polluted river water treatment plant for use as influent for another facility, and the plant has been performing well since it was successfully commissioned in 2016.